
Newsletter
3/2021
Extensive GHG emission avoidance through carbon capture technologies
Development of carbon capture technologies in the cement industry gaining traction
The abatement of CO2 emissions from industry processes is recognised as a key challenge for achieving carbon neutrality, especially in the construction sector, in line with the objectives of the EU Green Deal to be achieved by 2050. With regard to CO2 reduction in the clinker production process, existing technologies as well as new breakthrough technologies need to be deployed. It is now widely acknowledged that the abatement of process-related CO2 emissions will require the capturing and sequestration or utilisation of CO2 from cement plants. ECRA has been investigating opportunities for carbon capture in the cement industry since 2007. Its research now serves as a basis for further deployment of this technology.
The target of carbon capture and utilisation/storage (CCUS) is to separate CO2 from the flue gas to either produce new valuable products or store it long-term in geological formations. Various technologies which are capable of capturing CO2 from cement flue gases have been developed in the past years. They are grouped into the categories post-combustion, pre-combustion, oxyfuel and other integrated processes. Due to the emissions of process CO2, pre-combustion technologies are not applied in the cement industry. The focus is rather on post-combustion and oxyfuel technologies.
Oxyfuel technology
Oxyfuel technology entails the substitution of combustion air with pure oxygen, which results in a highly CO2-concentrated flue gas. In a final purification step, the CO2 is concentrated to a purity level defined by the subsequent processes (transport, storage, utilisation). As an integrated process, oxyfuel technology influences the plant operation as well as material conversion. Intensive research at lab and prototype level (Fig. 1) has raised the maturity level to TRL 6. However, false air intrusion has been identified as the highest technological risk for this kind of process.
The final purification step and the supply of pure oxygen double the electrical power demand of the clinker production, whereas the thermal energy demand remains nearly stable. Based on this, the CO2 avoidance costs add up to 40-60 €/t CO2. Cement producers and equipment suppliers (CI4C consortium) are currently working on the reduction of costs by further developing the technology on the basis of planned demonstration.

Figure 2: Leilac test facility
Individual CCUS strategies
From today’s perspective, oxyfuel technology is one of the most cost-efficient options (Fig. 3), but the technological risk of such technologies is higher due to their still pending proof at industrial scale and their influence on plant operation. The retrofitting potential is not unlimited for each plant site. Amine-based post-combustion technologies are technically mature but are linked to high costs if a significant amount of waste heat is not available. Further emerging post-combustion technologies can offer potential for cost reductions, but are not available on a large scale today.

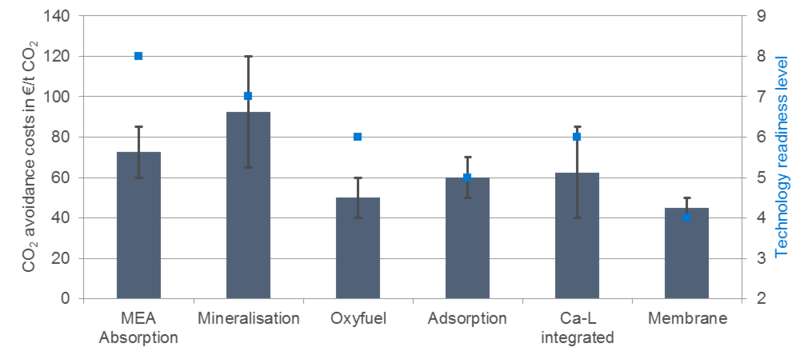
Figure 3: CO2 avoidance costs and technology readiness level
In summary, amongst all the solutions presented, no optimum can be defined which is valid for every plant. Site-specific boundary conditions strongly influence both the choice of an adequate capture method and the final destination of the CO2 in long-term storage or products. Factors like the plant’s location, available materials, bottle-necks at the plant for an upgrade, or the time horizon for applications lead to a complex decision tree.