
Newsletter
2/2021
High limestone content in cement: An important step towards decarbonisation
Excellent concrete properties despite extended use of limestone in cement
The most efficient use of Portland cement clinker is an essential step on the road towards decarbonisation. Cement manufacturers worldwide are working to minimise the clinker factor. The situation is complicated by the fact that less fly ash will be available, and quantities and qualities of granulated blast furnace slag may also change. Limestone therefore still has the greatest potential to further replace clinker in cement for use in optimised concrete formulations.
To meet the increasing global demand for concrete, Portland cement clinker will continue to be indispensable. Against the background of further reducing CO2 emissions related to cement production, the reduction of the clinker factor continues to be an important step. The clinker content can be further reduced easily by the increasing use of other cement constituents. Work is underway all over the world to develop new cements which contain less Portland cement clinker while maintaining concrete durability. The question is: Which methods and materials are able to achieve this now and in the long term?
Limestone
For several decades limestone has been used in Germany with great success as a cement main constituent. The content of limestone has usually been up to around 15 mass % to contribute physically and chemically to the cement performance. The use of limestone is also the simplest and most efficient method to reduce the clinker content of cement. This well-tried and proven cement constituent is easily available to most cement producers worldwide in sufficient quantity and quality directly at the plant without the need of intensive processing. Its use therefore eliminates any emissions and costs linked to for example activation and/or transport. In accordance with the European cement standard EN 197-1, limestone is already allowed to substitute up to 35 mass % clinker in cement. To facilitate an increased application of limestone-containing cements, two new cement types have recently been standardised.
New cements with limestone
Corresponding regulations are also an essential precondition for the wide market penetration of new clinker-efficient cements. Important routes have been laid for two new cement types, i.e. CEM II/C-M and CEM VI cements. These cements are standardised in the new European standard EN 197-5. The clinker content of these cements can be reduced to 50 mass % (CEM II/C-M) or even to 35 mass % (CEM VI). The content of limestone can be up to 20 mass %. The criterion for the use of limestone as a main constituent in these cements was adjusted to at least 75 mass % calcium plus magnesium carbonate. Correspondingly, a great variety of dolomitic carbonate rocks can be used as a main constituent of these new cements. Research projects have shown that even up to 30 mass % dolomitic limestone in cements resulted in a comparable performance of cement and concrete to those made with reference calcitic limestone. As an example, Figure 1 shows that the scaling criteria were easily met in every case when dolomitic limestone-containing cements were used. Dedolomisation did not take place and no brucite formed.
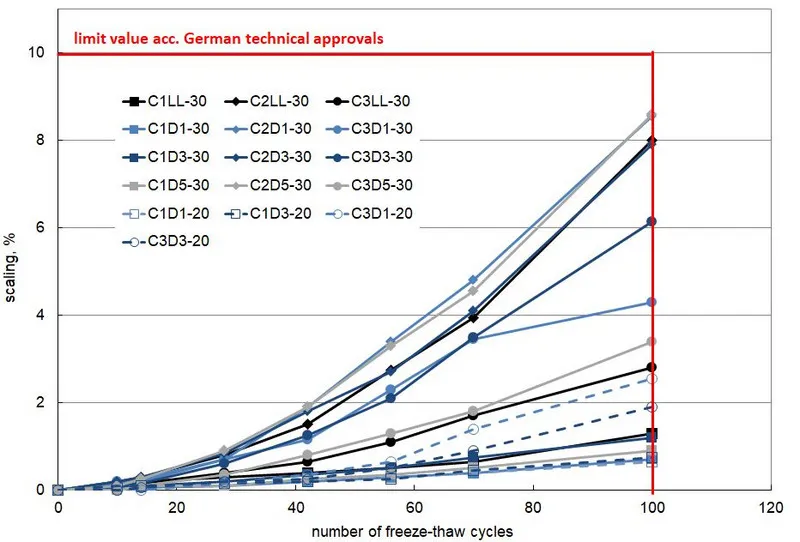
Figure 1: Scaling of concrete (w/c = 0.60; c = 300 kg/m³) in the cube test as a function of the number of freeze-thaw cycles (dolomite D1, D3, D5; reference limestone LL; cements C1, C2, C3; broken lines 20 mass % dolomite, otherwise 30 mass % dolomite in cement)
Fresh concrete properties
It is well known that limestone is easier to grind than other cement constituents. Limestone is usually ground together with clinker, resulting in an appropriate particle size distribution of limestone-containing cements. Limestone-containing cements therefore typically show reduced water demand leading to better concrete workability at a constant w/c ratio. The workability of concrete can usually be enhanced further by the addition of superplasticizing admixtures. By doing so, the w/c ratio can be reduced, resulting in increased compressive strength and enhanced durability. In a research project, cements with 35 mass % limestone (CEM II/B) and also 55 mass % limestone were produced. In comparison with Portland cement CEM I, less superplasticizer was necessary with an increasing proportion of limestone (Figure 2). This was mainly based on the lower initial reactivity of cements with reduced clinker content. Additionally, due to the lower water demand of the limestone-containing cements, more free water was available to contribute to liquefying the cement paste. Figure 2 also shows that the use of clinker-efficient limestone-containing cements enhanced the robustness of the superplasticizer interactions against temperature fluctuations. These cements compensated the temperature-dependent action modes of superplasticizers more effectively and clearly balanced out the workability.
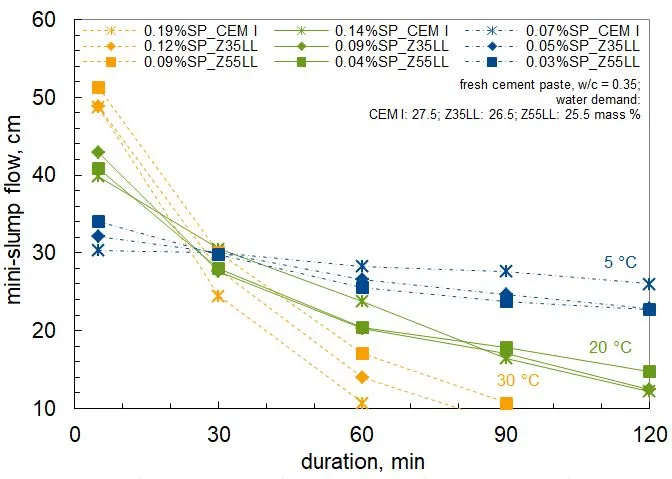
Figure 2: Dispersing effect of a polycarboxylate ether-based superplasticizer and duration of plastification as a function of the limestone content (35 mass % or 55 mass %) in the cement and the temperature (5°C, 20°C, 30°C). The doses of active substance of the superplasticizer (SP) and the cements’ water demands are shown in the key.
Adapted concrete technology
Durability is a crucial quality feature of concrete and an important requirement for sustainable constructions. Investigations have shown that the disadvantages of high proportions of limestone in the cement regarding concrete durability can be compensated to a large extent with a denser microstructure by reducing the w/c ratio. For example, the carbonation resistance of concrete with a cement with only 15 mass % limestone was equal to that of a cement with 30 or even 50 mass % limestone when the w/c ratio was reduced from 0.5 to 0.35 or 0.3 (Figure 3).
Of course, sophisticated process measures in cement plants are necessary for the production of high-limestone cements. But overall, the production of such cements can be implemented relatively quickly. Considering the knowledge of low-water, high-strength and ultra-high-strength concretes and their processing using superplasticizers which has been available for many decades, it should not be a hurdle for modern concrete technology and the concrete industry to finally produce concretes with limestone-rich cements on a large scale. Most concretes today have requirements - e.g. for interior components - which could be produced using concretes with cements rich in limestone in combination with low w/c ratios. The move away from “one size fits all concrete” towards a more differentiated application of concrete depending on the respective exposures is currently one of the biggest levers for a significant improvement of the CO2 footprint of the cement and concrete industry. Therefore, these clinker-efficient cements and concretes must be transferred into building practice as soon as possible. For this, specifiers and contractors need to be sensitised to also tender for these cements and concretes.
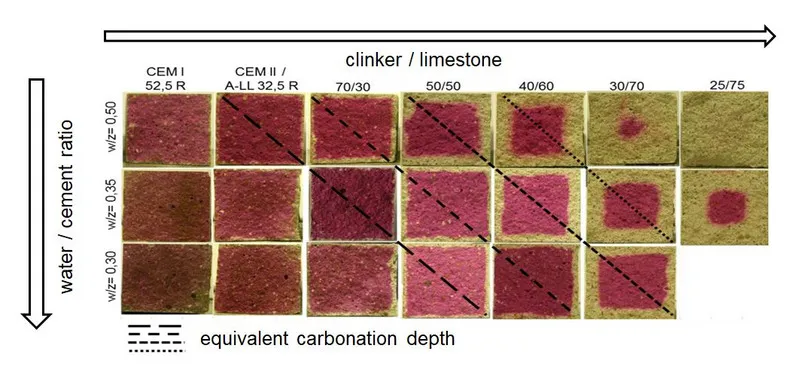
Figure 3: Carbonation resistance of mortar prisms (40 mm x 40 mm x 160 mm) after 140 days at 20°C and 65% rel. humidity (7d pre-storage under water) as a function of the limestone content in the cement and the w/c ratio